Como é feita a panela de alumínio por repuxo
Você sabe quais são os processos de fabricação envolvidos na panela de alumínio e na cuba de alumínio? Descubra neste artigo!
O processo de repuxo consiste em, através de ferramentas, conformar um metal aumentando sua área superficial e diminuindo sua espessura. No caso do alumínio, esse processo é, geralmente, feito em tornos convencionais. É por meio dele que pode ser fabricada a panela de alumínio, a cuba de alumínio ou outras peças cilíndricas como na figura 1.

Exemplo de peça repuxada.
Como qualquer processo de conformação mecânica, o repuxo também faz uso de uma matriz de forma e uma ferramenta atuadora para a conformação. Na figura 2, podemos observar a matriz de forma (destaque A), as ferramentas atuadoras (destaque B) e o disco de alumínio para a fabricação de peça (destaque C).
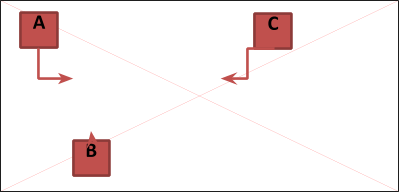
Exemplo de Repuxo em Torno e seus Componentes.
A partir daí, o torno rotacional em alta velocidade e as ferramentas atuadoras repuxam o material sobre a matriz de forma. Assim, o material vai tomando forma da matriz enquanto é repuxado.
Ligas para fabricação da panela de alumínio e outros artefatos
Em termos de materiais, vários metais podem ser usados para este tipo de repuxo, porém o alumínio é o mais usual e indicado. Dentro do universo do alumínio, as ligas que têm um alto alongamento se comportam melhor para essa aplicação.
Dentre elas destacam-se as ligas dos grupos 1000 (alumínio puro), grupo 3000 (alumínio e manganês) e grupo 5000 (alumínio e magnésio). Além disso, as ligas que são submetidas ao tratamento de recozimento (O) são as mais indicadas por atingirem o máximo de alongamento disponível na composição química. Não são aplicáveis para o processo de repuxo ligas fundidas ou CAST, devido ao baixo alongamento.
Os principais benefícios do processo de repuxo em torno são a garantia do alongamento alto para o produto final, a rapidez do processo de fabricação e o baixo custo desse processo, principalmente por não envolver necessidade de aumento de temperatura da peça. Já as principais desvantagens são a pequena variabilidade de formas possíveis de fabricação e o acabamento impreciso quando o processo é feito de modo manual, quase artesanal.
Estampagem em cubas de alumínio e outras peças
Outro processo muito usual no que tange à conformação mecânica de peças em alumínio é a estampagem em matrizes fechadas ou abertas. Essa estampagem consiste em conformar, geralmente chapas, com a combinação das formas das matrizes superior e inferior. Esse processo mecânico tem como principais características o excelente acabamento superficial e precisão dimensional das peças e a grande variabilidade de peças possíveis.
Já a desvantagem desse processo é um custo inicial mais alto, pois há a necessidade da produção de ferramentas de estampo. Essas ferramentas, geralmente, são fabricadas em aços especiais que possam garantir uma grande vida útil a elas.
Sobre o material das chapas a serem repuxadas ou estampadas, também é ideal procurar e um material com um alto alongamento. Além de chapas recozidas (O), também se comportam bem chapas encruadas (H-32, H-34, etc) e chapas apenas laminadas (F).
As prensas para serem utilizadas nesse processo podem ser hidráulicas, excêntricas ou de fricção. As de ficção ou excêntricas garantem uma maior rapidez no golpe e um processo mais ágil. Já as prensas hidráulicas, podem imprimir mais força no golpe e uma melhor distribuição de forças.