Fundição de peças de alumínio no protótipo da RS Racing UFRGS
Fundição de peças e objetos em alumínio envolvem alguns pontos críticos como a elevada contração durante o resfriamento, podendo causar rechupe caso não haja um adequado projeto dos canais de alimentação.
Por isso, os processos mais usados para fundir alumínio são os de injeção sob pressão (die casting) onde é possível controlar a quantidade de material injetada na coquilha, bem como a qualidade do produto devido a pressão que contribui para prevenir rechupes e ainda permitindo alta produtividade. Há também processos que utilizam moldes de areia por gravidade, uma opção barata que pode trazer ótimos resultados para geometrias mais simples.
Processo de fundição de peças
O começo do projeto de produção de um fundido inicia com a escolha da liga que vai garantir certas características que podem facilitar o processo. O alumínio possui ótimas propriedades como resistência, baixa densidade e baixo ponto de fusão.
Além disso possui grande versatilidade nas propriedades dependendo do ligante. Ligas de silício apresentam menor viscosidade e, portanto, fluem melhor dentro do molde, além de aumentar o ponto de fusão evitando solidificação prematura. Outros elementos de liga como cobre aumentam a resistência à tração, enquanto ligas de zinco permitem endurecimento por tratamento térmico.
Para garantir a qualidade da liga, é necessário uma carga confiável de alumínio de alta pureza. Nesse espectro encontra-se a liga 1200 de alumínio quase puro, cerca de 99%, ideal quando se busca para compor ligas específicas de alumínio para fundição, garantindo maior controle da composição química e suas propriedades como ponto de fusão e viscosidade.
Fundição de peças de alumínio na Equipe RSR
A equipe RSR busca sempre otimizar seu protótipo, procurando métodos de fabricação que permitam obter componentes mais leves e confiáveis a fim de melhorar a performance. Nesse âmbito a fundição surge como alternativa flexível, principalmente considerando os métodos mais recentes de fundição aliados a novas técnicas de concepção de modelos e moldes como prototipagem e eletroerosão.
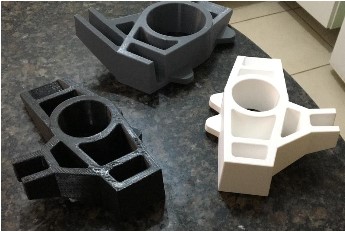
O projeto de fundição desenvolvido envolveu a fabricação das mangas de eixo do protótipo, componentes estruturais importantes da suspensão onde vários outras peças são fixadas e suporta esforços variados dependendo da condição de rodagem e esterçamento. Por isso foi dedicado tempo considerável na parte de projeto utilizando simulações para viabilizar a fabricação.
A partir de uma análise dinâmica programada de forma numérica utilizando parâmetros da geometria de suspensão como dados de entrada foram obtidas as reações na interface de contato entre pneu e solo, de forma que podemos dimensionar os carregamentos para as análises estruturais. Nelas, verificou-se o estado de tensões para diferentes combinações de carregamentos, realizando alterações necessárias na curvatura das concordâncias. Enfim partiu-se para o projeto de fundição em si.
Foi realizada simulação de preenchimento e solidificação das mangas para verificar possíveis defeitos como rechupe e porosidade, bem como dimensionar os canais de alimentação. Então, após a realização de algumas modificações no posicionamento dos massalotes foi iniciada a etapa de ajuste do processo confeccionando os moldes para então realizar o vazamento.
Escolheu-se a liga Al 354.0 para a fundição das mangas de eixo por sua elevada fluidez e alto ponto de fusão, devido ao teor de silício de 9% – bem como sua alta resistência mecânica, graças à presença de 1,8% de cobre. Como carga será utilizado alumínio 1200, quase puro (99%), para ter controle da liga juntamente com cobre comercial e silício e magnésio oferecidos pelo laboratório, bem como pastilhas desgaseificantes para controlar a reatividade do banho metálico com a umidade e oxigênio para evitar porosidade.